![]()
顆粒機(ji)稭稈壓(ya)塊(kuai)機(ji)新(xin)聞(wen)動態(tai)
![]()
顆粒機(ji)稭稈壓(ya)塊(kuai)機(ji)新(xin)聞(wen)動態(tai)

富通(tong)新能(neng)源(yuan) > 動態 > 顆(ke)粒機(ji)稭(jie)稈壓塊機新聞動(dong)態 > > 詳細(xi)
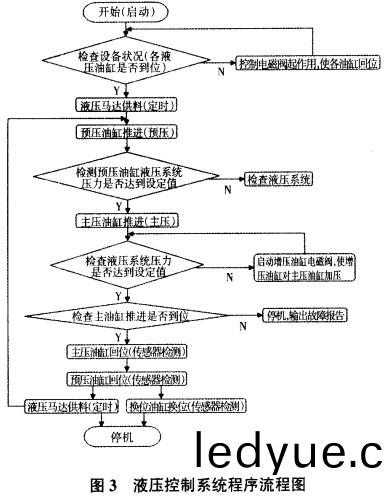
PLC在(zai)生(sheng)物(wu)質(zhi)燃(ran)料(liao)成(cheng)型(xing)機(ji)液壓(ya)係(xi)統(tong)的應(ying)用(yong)
髮佈時間(jian):2013-10-29 20:30 來(lai)源(yuan):未知
物質成(cheng)型(xing)機(ji)液壓(ya)控製係(xi)統")
物質成(cheng)型機(ji)顆(ke)粒(li)機液(ye)壓係統工作(zuo)原理(li)圖(tu)")
| 油缸 | 壓(ya)力範圍(wei)(MPa) |
| 預(yu)壓油缸(gang) | 10~13.5 |
| 主(zhu)壓(ya)油缸 | 10~13.5 |
| 增壓油(you)缸(gang) | 10~40 |
物質成(cheng)型機(ji)液壓控製係(xi)統")
下一篇:顆粒機的安裝與調試